
 客户简介项目背景
客户简介项目背景
 项目范围
项目范围多车间、多产线、多品种,整体规划,局部试点,快递迭代,整厂推广。多区域工厂,供应链协同,跨地域生产模式探索。

项目目标系统通过物料、生产、质量、设备四个模块,搭建模 块化、透明化、智能化的生产质量过程控制流程,实现以下目标。从原辅料供应到计划排产,从生产执行到成品发 货,整个制造生命周期中去提升生产协同效率。通过系统在生产业务流程中的导入,实现全面质量管理4M1E(人机料法环),帮助企业GMP合规。

项目规划实现模块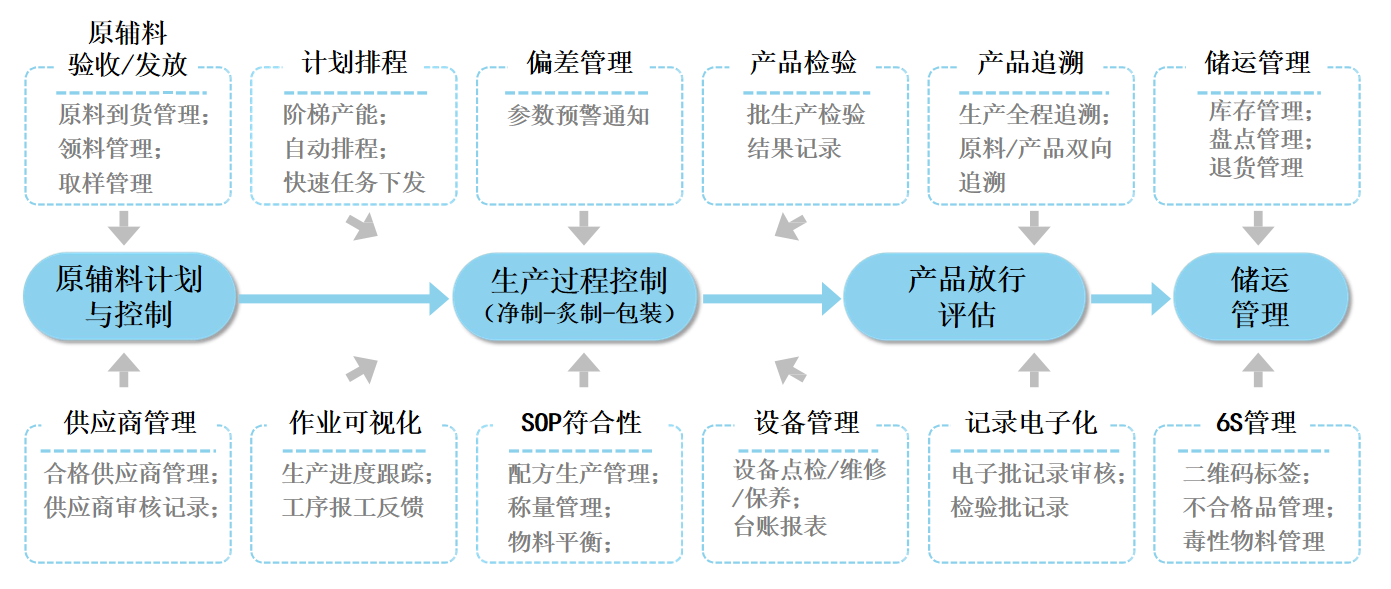 系统业务流程概览
系统业务流程概览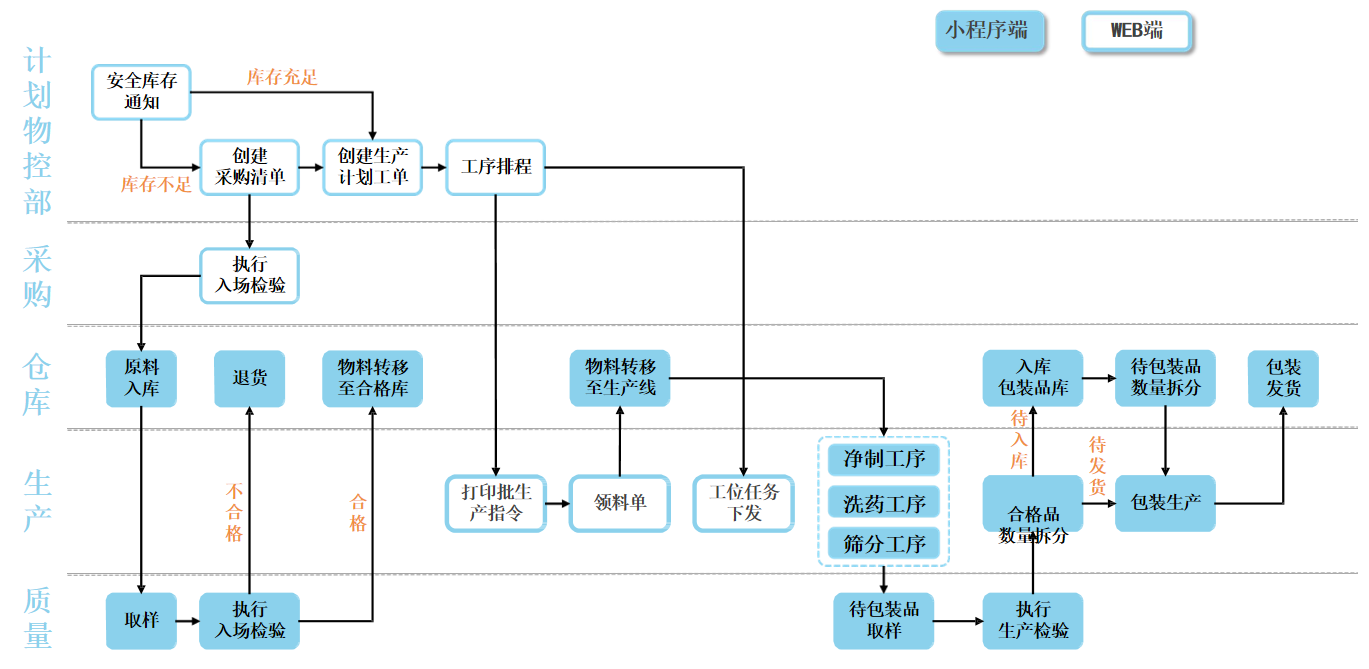 业务场景-生产与物料计划
业务场景-生产与物料计划
 业务场景-原辅料验收
业务场景-原辅料验收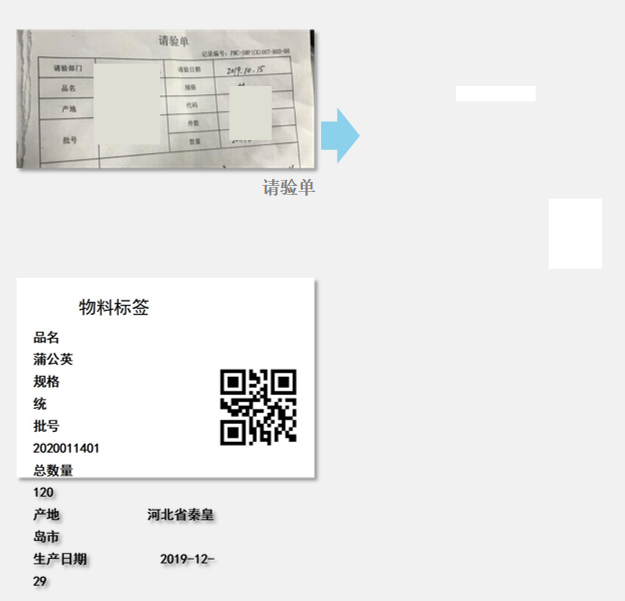 业务场景-原辅料发放
业务场景-原辅料发放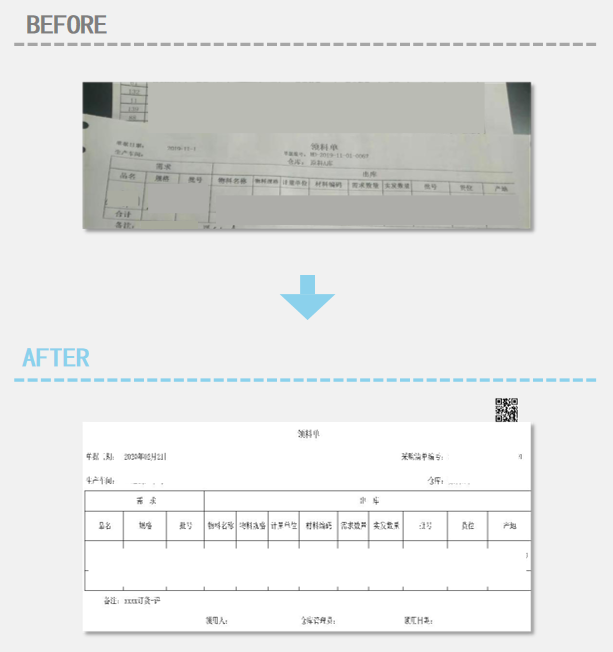 业务场景-任务下发、投料防错
业务场景-任务下发、投料防错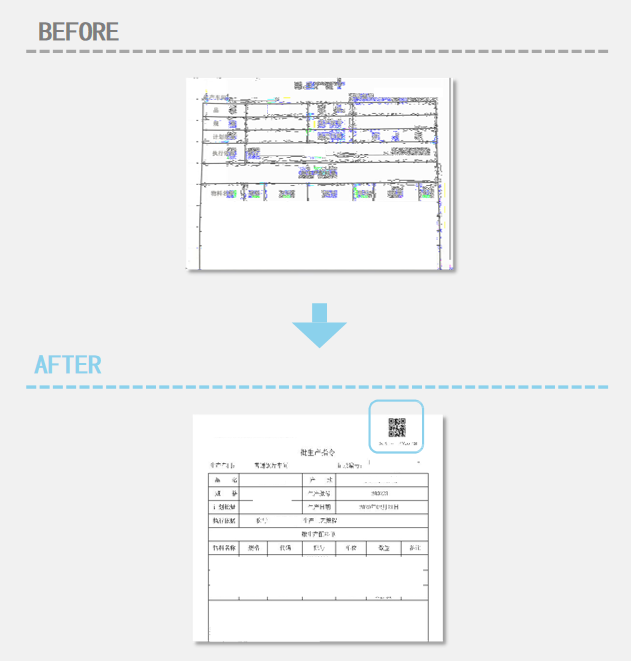 业务场景-产品检验
业务场景-产品检验 业务场景-产品追溯
业务场景-产品追溯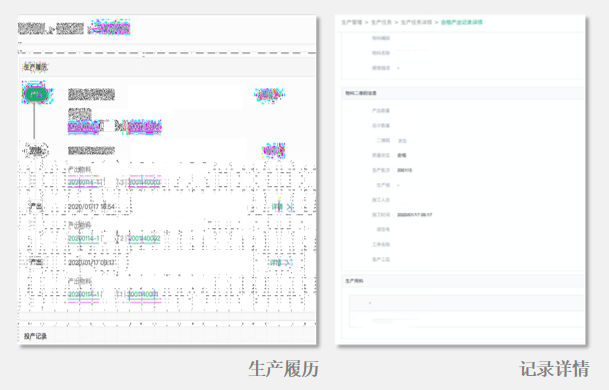 业务场景-批记录审核
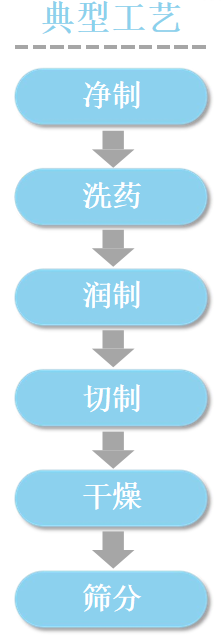
业务场景-批记录审核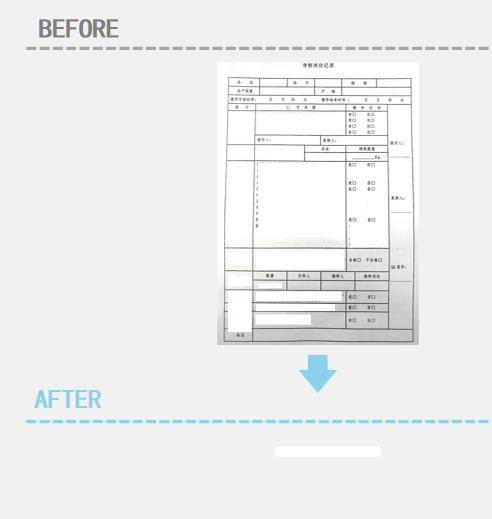 业务场景-工艺SOP
业务场景-工艺SOP 系统价值点未来规划
系统价值点未来规划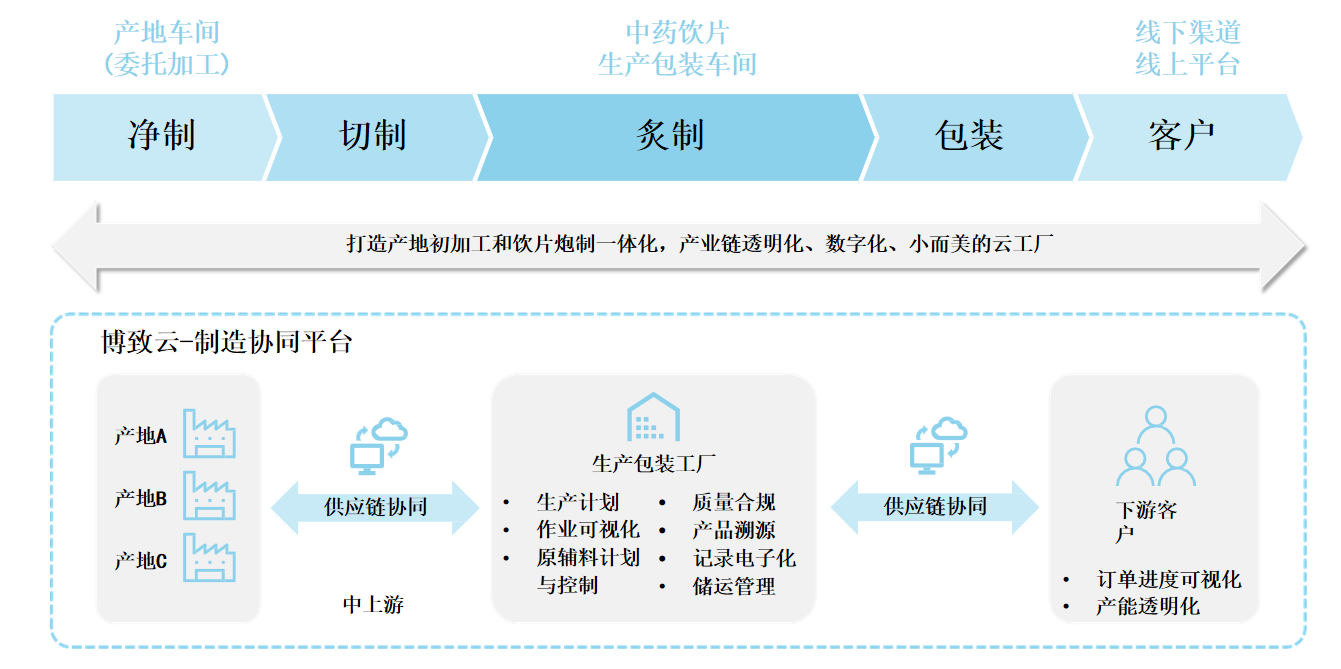
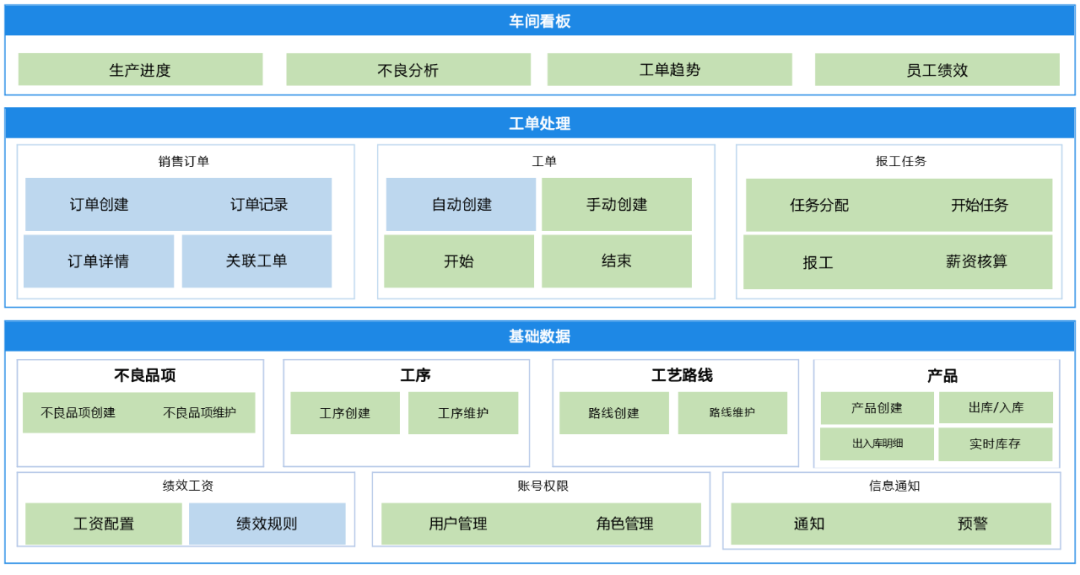
欧软钉,欧软云出品的一款新型的生产协同平台。将云MES业务与钉钉多产品场景深度融合,打造沉浸式体验,针对性解决生产进度无从知晓、任务分工不透明、生产过程管控效率低、各类生产报表统计费时费力等痛点问题。
办公协同在线
多重自定义
任务分工透明
计时计件自动核算
兴企云电线电缆行业MES生产管理解决方案,产品涵盖电力电缆、电气装备用电线电缆、裸电线、特种电缆、电缆附件等5大类10000多个规格品种。通过三个阶段建设,全面建成生产透明化、排程智能化、运营管理一体化的智能工厂。
生产透明化
排程智能化
运营管理一体化
动态监控










领先的企业数字化服务平台
客服电话:400-0972-788

